The standard kit comes with really nice shocks from QA1, but I opted for the Penske 8300 series upgrade. Even with the trade in value of the QA1s it's a $3,800 option (for another $4k I could have gone the 8700 series!). So why did I do it? According to Superlite, after tires it's the number one thing that can be done to improve the SL-Cs already superb handling. They are derived from technology Penske pioneered in their Indy car shocks and Superlite worked with them to optimize the valves for the SL-C's suspension. They feature remote reservoirs to better cool the shock fluid, 80-click rebound adjustment and 20-click compression adjustment.
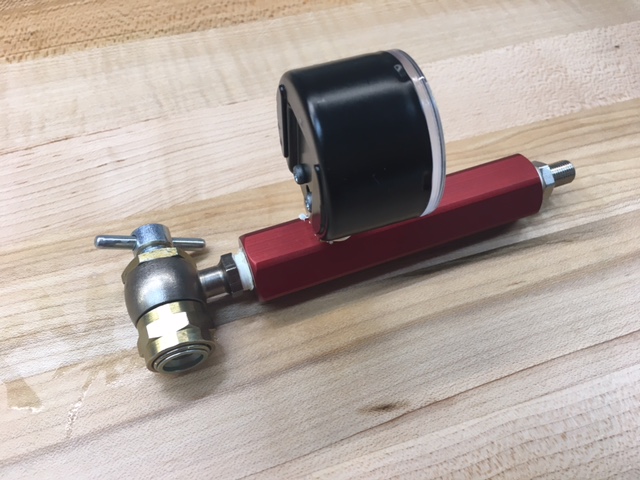
The SL-C is extremely low and the nose and splitter project well forward of the front wheels. This results in a low approach angle for steep driveways, railroad tracks, trailer ramps, speed bumps, etc. While this isn't an issue for a race car, it poses a serious challenge for a street/track car. To address this issue I opted for the hydraulic lift system from RAMLIFTpro. It includes a hydraulic pump and two hydraulic rams for the front suspension. It is supposed to lift the front end by a couple of inches within 3-4 seconds.
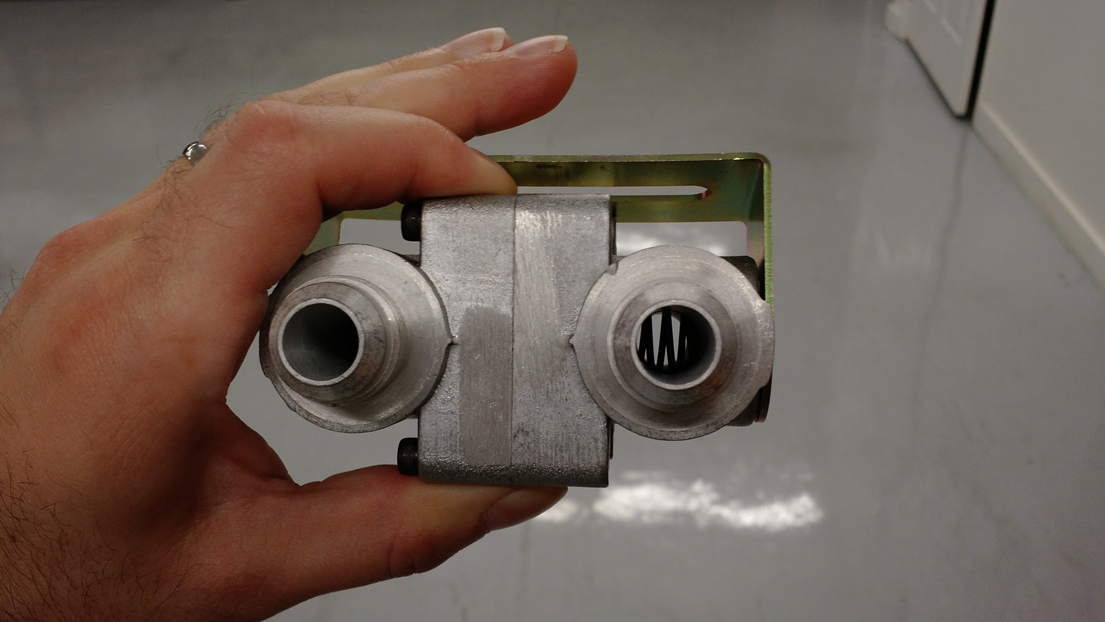
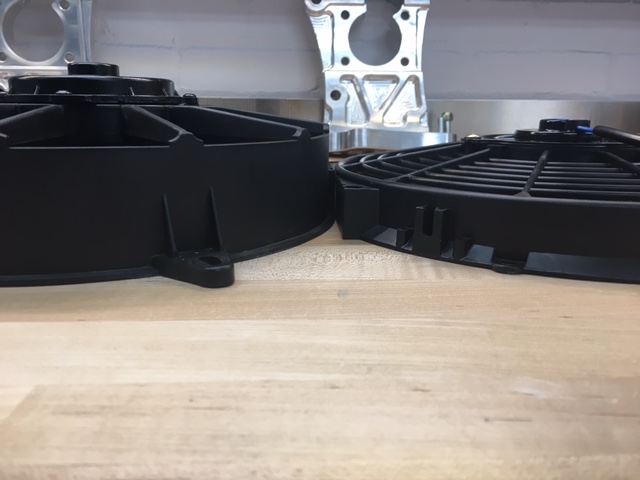
The front suspension was shipped in a suboptimal configuration. As can be seen in the picture to the right both the shock absorber body and the hydraulic lift ram are sitting on the lower control arm.
This is not the best orientation because:
- It increases un-sprung weight (i.e., they are between the spring and the tire).
- The shock absorber reservoir hose (visible) and the hydraulic ram hose (not installed yet, green tape covering the hole) will bounce up and down with the suspension.
- To replace the spring, you need to remove the top bolt which requires you to remove one of the upper control arm's mounting points. Since spring rates are often changed when tuning the suspension, this is not something that you want to make more difficult than it needs to be.
- The Penske logo is upside down;-)
I called Penske to check if the orientation mattered and they said that it would work either way, but that most people mount the body to the chassis (i.e., opposite of what was shipped). Flipping the orientation of the shock absorber and the lift ram reduces un-sprung weight, keeps all of the hoses stationary and simplifies replacing the spring. I'm not aware of any downside to this orientation so it's a mystery to me as to why the factory ships the suspension the way that they do.