

3D printing is really empowering... you can think it, design it, print it, and then try it... and if it's not right, repeat the process. In my case, the third try isn't always the charm. Having the printer in the garage means that, depending on the size of the part, I can iterate the process many times per day. However, the issue with my first 3D printer and most Fused Filament Fabrication (FFF) printers is that the plastics that they print (e.g., PLA, ABS, etc.) aren't strong or heat tolerant enough for many automotive applications outside of the cockpit.
For example, PLA isn't well suited for the condenser brackets that I designed and printed in a previous post. I spent a fair amount of time researching what it would take to upgrade the hot end my MakerBot Replicator 2X to extrude nylon, which is probably the best FFF material for automotive applications. There were three primary problems with that approach:
- Nylon is hydroscopic which means that it absorbs water. When you extrude (i.e., melt) filament that has absorbed water, the water vaporizes and creates air bubbles. This weakens the material by breaking apart its polymer chains and creates voids which weakens inter-layer adhesion, not something you want to do when printing something in a large number of 100-micron thick layers. It also leaves an undesirable surface finish. So, if you want quality results with nylon, you need to think about a lot more than just the hot end. More specifically, how to keep the nylon dry.
- Nylon is strong, but it's also flexible which is not desirable in many applications.
- I wanted the printer to be a tool to work on my car project and not a project in and of itself.
Beyond these issues some of the parts that I was designing could be prototyped via 3D printing, but even nylon wasn't going going to be strong enough for actual use. I would need to send them out to be cut or machined out of metal. I spent about five minutes looking into 3D printers that could do metal -- the legit ones are beyond expensive for personal use, think entry-level Ferrari.
Frustration -- The Mother of Invention
After doing some research I stumbled into Markforged, a start up company that's changing the 3D printing world by producing parts that are as strong as and lighter than 6061 aluminum. They have the only 3D printer that can print continuous strands of fiber including:
- Carbon fiber: highest strength to weight and highest thermal conductivity
- Kevlar: best abrasion resistance and most flexible
- High-Strength, High-Temp (HSHT) fiberglass: over 105°C, with a heat deflection point of 150°C
- Fiberglass: most cost effective
They are located only a few miles from my house and I visited them for an event showcasing their new Mark X printer. I had a chance to meet the founder/CEO. He's a motorsports guy and was previously the co-founder of AeroMotions which products race-proven, dynamic wings. While working there he became frustrated with the cost and cycle time to prototype new wing supports and that got him to thinking that there must be a better way... what if continuous strands of carbon fiber could be printed? What do you do when the tech doesn't exist?... you invent it and found a new company.
“Don’t settle for plastic with a dash of chopped carbon fill. Longer is stronger.”
Their lobby has a Ducati which has metal parts that have been upgraded to composite 3D printed. For example, during the presentation they passed around a replacement brake lever. It had metal bushings and continuous carbon fiber strands optimally oriented in the direction of stress. I wouldn't hesitate to use it. Of course, you'd first have to get me on the cycle -- nah, I like the six-point cage in the SL-C.
Apparently there are a number of race teams using Markforged printers, but they're being very quiet about it and either painting or nickel plating the parts to keep the competition in the dark. In fact one of the other guys attending the event builds race cars (I'd have to kill you if I told you which series) and he was interested in extracting data from the slicer to perform Finite Element Analysis (FEA) to determine if he could print composite uprights!
3D Printing Man Card
There's just some things you can't un-see, like the CNC-machined suspension on a SL-C or Onyx with reinforced carbon fiber strands... so I ordered a Mark Two Enterprise on the spot from Ben at Alpha Imaging, a value-added reseller who was sponsoring the event. I loved the Mark X, but it's over 4x the price of the Mark Two Enterprise and that would get me in lot of trouble with the family CFO.
If Apple made a 3D printer, it would look just like this one -- not just the hardware, but the whole enchilada including packaging, instructions, ancillary tools and importantly the software.
Obviously, it can only print continuous strands of fiber in the X-Y axis so it's not going to be appropriate for all applications. Specifically, you need to print the part in the correct orientation. For example, if you were printing an "L" bracket, you would print it with the L laying on its side as opposed to standing up. That orients the continuous strands in the direction of anticipated stress. Their slicer enables you to control which layers, if any, have continuous fiber and which algorithm, concentric or isotropic, is used to lay it out. When using concentric layout you can specify how many rings you want (they start on the outer edge and work inwards).


Gotta Get Some of that Onyx
The Mark Two Enterprise can print tough nylon or Onyx. Onyx is a proprietary material that is composed of tough nylon and chopped carbon fiber (CCF -- every cool tech has an acronym). It is more heat resistant and significantly stiffer than plain nylon. It also has a nice matte black appearance. When you combine Onyx and one of the continuous fiber strands you wind up with a really strong, good looking part.
A part printed in Onyx on a Mark Two Enterprise (not my part)
No Moisture Here
The printer comes with an air-tight dry box to hold the nylon or Onyx. It's a high-quality box from Pelican Case which, I assume, they had customized. It has an air-tight, push-to-connect fitting and a bracket to hold the continuous fiber spool. The continuous fiber spool appears to be 3D printed, perhaps on a Markforged. If so, you gotta love companies that eat their own dog food. If you haven't recently printed the system will automatically print a purge strip to consume any of the filament in the Bowden tube that may have absorbed water. I haven't figured out what the time threshold is, but 24 hours triggers it. You can cancel the purge strip from the touch panel on the printer.
All of the filament and continuous fiber comes carefully packaged in air-tight packaging. The filament is packaged with desiccant that you drop into the dry box. I am thinking about buying an additional dry box for nylon to make switching between the Onyx and nylon easier. I haven't pulled the trigger yet because I can't think of anything that I would rather have in nylon than Onyx.


The result is an end-to-end solution that produces dry nylon and a high-quality print. This is far beyond upgrading the hot end of my old 3D printer.
Hardware
As I've already stated, if Apple were to build a 3D printer it would look and feel like the Markforged. The build quality, fit and finish are outstanding. It features a color touch screen built into the base and it comes with everything that you need to begin printing.




Rather than using paper as a gauge to adjust the print heads, they provide brass strips, one for nylon/Onyx and the other for the continous strands which are set higher.
Removable Build Platform
The kinetic build platform is a pretty slick piece of engineering. You simply pull it out and when you drop it back in place the magnets locate it with ten-micron accuracy. This is incredibly useful because you coat the platform with Elmer's glue before every print to ensure that the part sticks. This would be more difficult to do it the bed were mounted. After trying to remove the first part I realized why the they include a steel putty knife to remove the parts. Holy crap do the parts stick. I don't think I would be able to get the parts off of the plate if it were inside of the printer -- at least not with out damaging the printer. The approach works because some of the parts that had curled bottom edges on my old printer are now perfectly flat. Elmer's glue is water soluble so a quick rinse under the faucet and a paper towel are all that are required to clean the bottom of the part and the build platform. The only downside is that my kids love this glue, so mine is going under lock and key.
A removable platform is also incredibly useful when you want to embed parts into the part being printed. For example, a nut (nylon threads aren't very durable), a stud, a RFID chip etc. With my old printer I had to carefully watch the printing process and stop it at the correct point. Keep in mind that a part can take anywhere from minutes to days to print depending on its size so this is actually a lot more inconvenient than it first sounds. In addition, you need to ensure that the part is flush or below the z-axis of the layer being printed or the print head will collide with it -- not a good thing. Worst yet, unless you have Superman vision there is no way to know what layer you're on so you pretty much need to add an extraneous feature somewhere on the part that you will notice if you haven't fallen asleep.
The Markforged software, called Eiger, enables you pick the exact layer(s) that you'd like to pause printing. It automatically suspends printing and sends you an email notification when that layer is reached. At that point you can remove the platform, add the parts and simply drop the platform back into place. With my old printer it was somewhere between difficult and impossible to insert parts. This approach makes it easy.
Software
I wasn't sure I was going to like having the software run in the cloud. I took me only a couple of minutes to decide I liked it. All you need is Chrome and an internet connection. The printer can be hardwired or run wirelessly. I just screwed in the Wi-Fi antenna and had the connection up and running in couple of minutes. I love being able to kick off a print job from my browser without needing to download the files to a SD card or USB dongle. Better yet, I can monitor the progress of the print from anywhere (the Mark X has a one one-micron laser that can validate the dimensions of the part as it's being printed) via the browser or simply wait for an email notification. A connected printer is better!
I won't get into all of the features or post screen shots (they might not like that), but it's a slick web application that is clearly set up for industrial use.

For example, since you have to log into the web application every print is tracked - who, what, when, how much, etc. Do you need that for a printer in the garage? Hell yes, every time I spend $692.05 on toner for the family HP printer, I ask "whose been printing so much?"... apparently it's the infamous Swartz mouse that eats all of the cookies when everyone is sleeping. I know for a fact that it's a different mouse because I'm well acquainted with the one that eats the cookies and I know he doesn't waste toner LOL. I want to encourage the kids to use the printer, but I'm glad there won't be any question about who did it (unless they figure out my password like they did on the my phone and iPad).
All in all I really liked the software. I've have only had one crash in the browser. No data was lost and I simply had to re-click a button. No big deal. However, it's missing some features and to not sound like a complete fan boy, I'll point some of them out. For example:
- The concentric fill algorithm doesn't wrap interior holes unless you configure enough fiber rings to intersect the hole. For example, consider a rectangular piece with a hole in middle which you want to reinforce with five concentric rings. If you set the concentric fiber rings to five, you wind up with the picture on the left. Five rings on the border and nothing around the hole. The only way to wrap the hole is to fill the entire rectangle as shown in the picture on the right. Not a big deal, but it means that you might have to use a lot more fiber than you would need to wrap an interior hole. Ideally the concentric layout algorithm would allow you to specify if you wanted to wrap interior holes and/or the perimeter and which should have layout priority.


- You should be able to override the print's fill density and fill any layer 100%. They already allow fiber to be configured on a per-layer basis, so adding this should be trivial.
- When printing continuous fiber the layer height for all layers is set to the height required for the fiber. The issue with this approach, is that while my printer can print 100 micron layers adding a single strand of continuous carbon fiber will force all layers to be printed at 125 microns. The reason for this is that they want the finish to be consistent. While this might be reasonable in some cases it doesn't make sense in others. For example, for the condenser bracket (see below) I configured continuous fiber for only the bottom 10 layers which has simple vertical sides. The upper part has no continuous fiber and compound curves. The part would look better if those upper layers were printed at 100 microns and I guarantee you no one would know that the bottom was printed at 125 microns. While a 25% increase in layer height isn't a big deal, I would be really unhappy if I had spent another $40k on the Mark X which can print 50 micron layers because that would result in a 250% increase in layer size.
- Each print indicates the amount of nylon/Onyx and fiber that will be used. Given that it a closed system (i.e., you need to buy the materials from Markforged) they control the price and they should also indicate the cost to print the part. Sure, I can look up the price and pull out a calculator, but this is something that would be really easy for them to add. I often play around with will fill percentage and number of fiber rings and layers which means that I'm using the calculator (or spreadsheet) more than once for some parts. In the future, they could allow the user to configure their materials price (I assume high-volume users get a discount) and a hourly cost that they want to attribute to running the machine.
- They should provide the weight of the part... they already provide the volume of plastic and fiber in cubic centimeters to two decimal places so this is an easy add. God forbid I need to look it up an use a calculator.
- The print material always defaults to Nylon despite my having Onyx installed. They actually already updated the software to fix that!
- The print always defaults to "Export Build" even though I have only ever printed to the printer. That wastes all of two seconds of my time, but it would be nice if it remembered my behavior.
My guess is that their software team was busy building the laser inspection system for the MarkX and I hope that subsequent releases focus on features usable by Mark Two owners. IMO all of the above could be quickly added. No matter when they build it, the upgrade will be seamless because it's in the cloud.
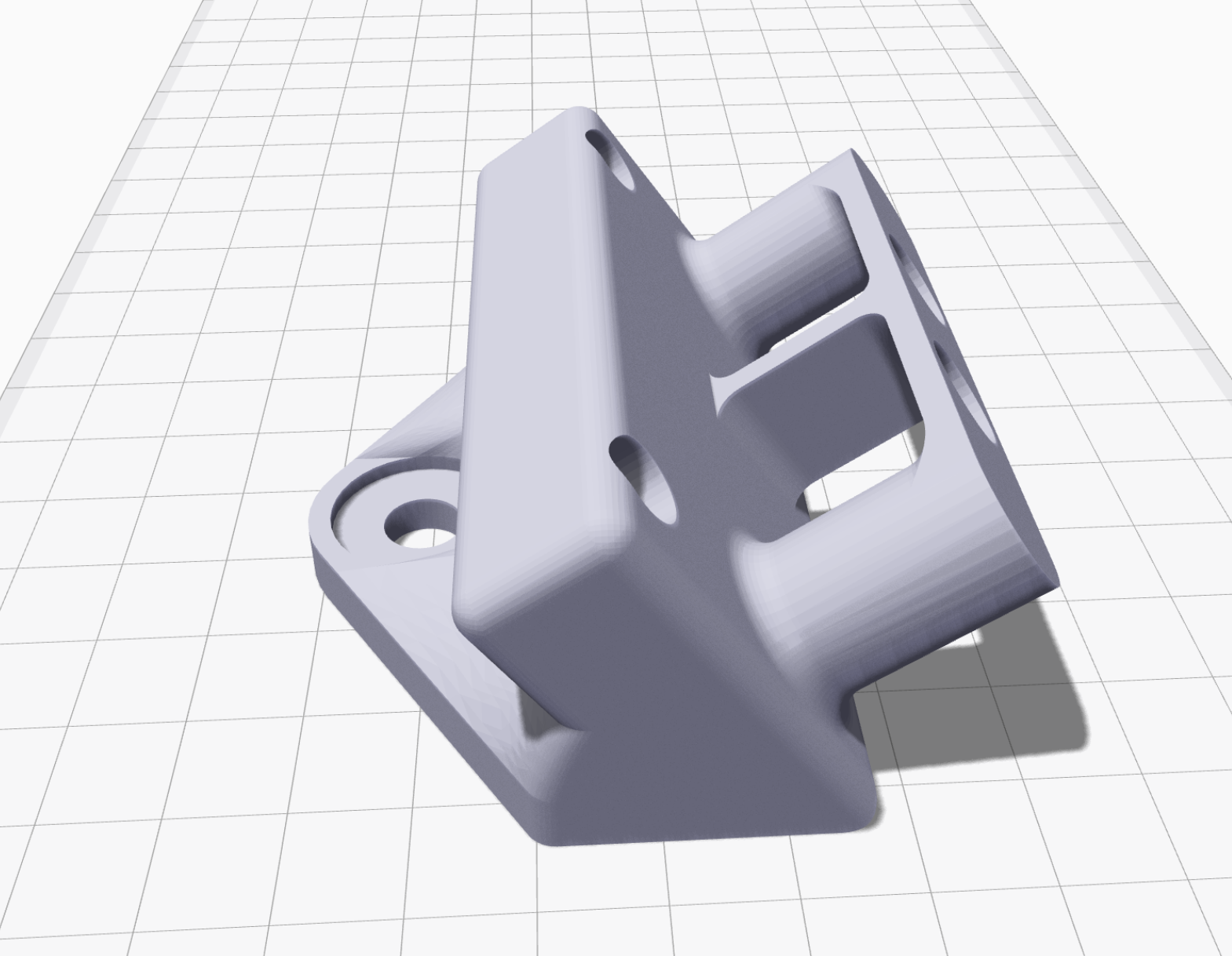
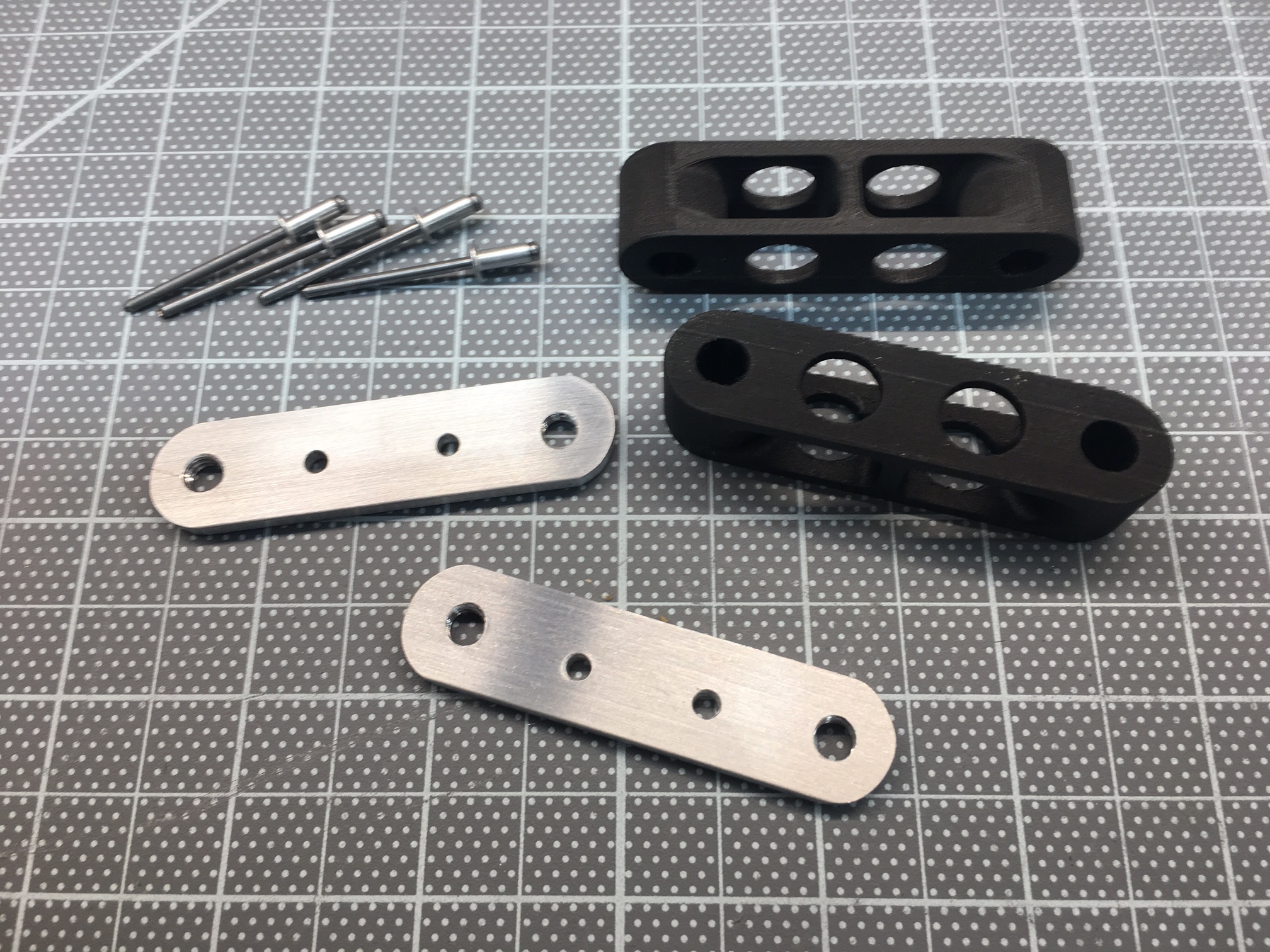
Condenser Brackets
So back to the original point, I wanted to print some brackets for the condenser. While not difficult, this is a fiddly part of the build and the right parts makes it dead simple. The condenser (black) needs to be mounted 3/4" of an inch in front of the radiator (silver) which is mounted on a 55 degree angle. It has a U channel at the top and bottom made out of relatively thin 0.068" aluminum. 3D printing allowed me design an organic shape that perfectly fits the inside of the U channel, provides an integral condenser/radiator spacer and holds the condenser at a 55-degree angle. The part is more than strong enough and much nicer than what could have been done on a CNC mill in terms of material, cost and design.










summary thoughts on markforged
I'm really happy with my purchase. Everything about it is top notch. It took me less than two hours to go from it being boxed to printing beautiful/strong parts. I have only leveled the table the initial time and after 30 prints I've had zero issues (other than one software glitch). I wanted a printer that allowed me to focus on my car project rather than being a project in and of itself and the MarkForged delivered.
The Mark Two Enterprise isn't cheap at $13,499, but you can print carbon fiber, Kevlar, HSHT fiberglass and fiberglass. That's pretty bad ass. They have since launched the Onyx One for $3,499 which allows you to print in Onyx (i.e., industrial nylon with chopped carbon fiber strands), but it doesn't support any continuous strands. However, it absolutely destroys my $2,799 Makerbot Replicator 2X in just about every way possible. If I had a ball park budget of that Makerbot, I would buy the Onyx One and find a place to print any parts that required continuous fiber.
My suggestions to Markforged are:
- Keep doing what you're doing!!!
- Please add some of the requested software features.
- Set up a user forum so that other Markforged users can share ideas and communicate.
- Set up an easy way to get quotes on print jobs. I am already working on a part that will require a Mark X and I have to assume that there will be a lot of Onyx One users who want continuous strands in some of their parts. Due to the continuous strands people can't submit just a STL to a printing service. 3D Hubs lists eleven Markedforged makers, but I assume submitting to all of them isn't as seamless as it is for a standard STL (I haven't had time to try it). My guess is that if you make this easy to do, you can take a percentage of the action. You could also completely protect the designer's IP by blocking the person performing the print from exporting the STL or native print file.
- I'd like a bigger build area, specifically in the X-Y plane. The only way to get that is via the Mark X which provides twice the volume at over 4x the price. I know that it has 50 micron resolution and a one-micron laser which tells me that you likely have some customers making some serious parts, but those aren't important to me. I'm hoping that you come out with something with the same capabilities as the Mark Two Enterprise with twice the build volume, but a price well under 2x.
- It would be nice to have a reasonably priced upgrade path for water-soluble supports.
Future
I better start printing lots of parts to amortize the cost of the printer or those are going to be some really expensive brackets! I'm going to start with reprinting all of my other parts in Onyx because they'll look better. More importantly, I can now go beyond the Micky Mouse parts that I've printed to date. Here's a few that I am going to start working on:
- Brackets for the rear axle speed sensors
- Bracket for the custom coolant expansion tank
- Custom tail light bezels